-

深圳市鹏昱华科技有限公司
主营:深圳cnc加工,深圳钣金加工,深圳数控车床加工

深圳市鹏昱华科技有限公司
主营:深圳cnc加工,深圳钣金加工,深圳数控车床加工 14
14

数控高速走丝线切割加工铝材料时,导电块磨损特别严重,导电块上面很快就形成深沟。切割铝材料时,会产生大量氧化铝或表面粘有氧化铝的颗粒。这些颗粒表面较硬并具有磨粒性质,容易黏附在电极丝上,导致电极丝在高速往复运动时,电极丝与导电块接触的部位被磨出深沟来。同时,电蚀物颗粒较大,充塞在沟槽处会使加间隙容易堵塞,电极丝也就容易被卡断。另外,氧化铝颗粒使电极丝与导电块在运动时形成火花放电,使导电块磨损得更快。影响加工零件的表面质量及加工稳定性和精度,并且深沟较容易把电极丝夹断。
线切割加工工作原理是利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。
大厚度切割的主要矛盾有:
1、没有足够水的进入和交换,间隙内不能清除蚀物,不能恢复绝缘,也就无法形成放电。
2、间隙内的充塞物以电阻的形式分流了脉冲源的能量,使丝与工件间失去了足够的击穿电压和单个脉冲能量。
3、钼丝自身的载流量所限,不可能有更大的脉冲能量传递到间隙中去。
4、切缝中间部位排出蚀除物的路程太长,衰减了的火花放电已形不成足够的爆炸力,排污力。
5、材料原因,大厚度存在杂质和内应力的可能性就大为增强了。切缝的局部异常和形变机率也就大了。失去了切割冲击力,却增大了被短路的可能性。
电火花线切割加工的基本工作原理是利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。它主要用于加工各种形状复杂和精密细小的工件,例如冲裁模的凸模、凹模、凸凹模、固定板、卸料板等,成形刀具、样板、电火花成型加工用的金属电极,各种微细孔槽、窄缝、任意曲线等,这些都要求加工面是上下贯通的、电极丝可以穿过的、形体母线为直线的形状。
解决大厚度切割的主要矛盾,可采取如下措施:
1、加大单个脉冲的能量(单个脉冲的电压、电流、脉宽,这三者的乘积就是单个脉冲的能量)。加大脉冲间隔,目的是钼丝载流量的平均值不增大的前题下,形成火花放电的能力,火花的爆炸力被增强。
2、选用介电系数更高,恢复绝缘能力更强,流动性和排污解力更强的冷却液。
3、大幅度提高脉冲电压,使放电间隙加大,水进入和排出也就比较容易了。
4、事先作好被切材料的预处理,如以反复锻造的办法均匀组织,清除杂质,以退火和实效处理的办法清除材料的内应力。以去除大的余理的办法使材料应力得到充分释放。
5、提高丝速,更平稳的运丝,使携水和抗据短路的能力增强。
6、人为编制折线进给或自动进二退一的进给方式,使间隙被有效扩大。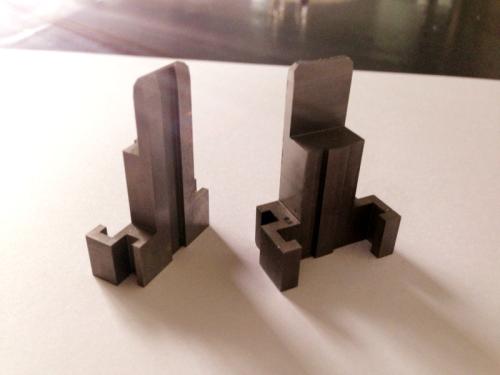
线切割加工是特种加工的一种,它不同于传统加工技术需要用机械力和机械能来切除,主要利用电能来实现对材料的加工。所以,电火花线切割技术不受材料性能的限制,可以加工任何硬度、强度、脆性的材料,在现阶段的机械加工中占有很重要的地位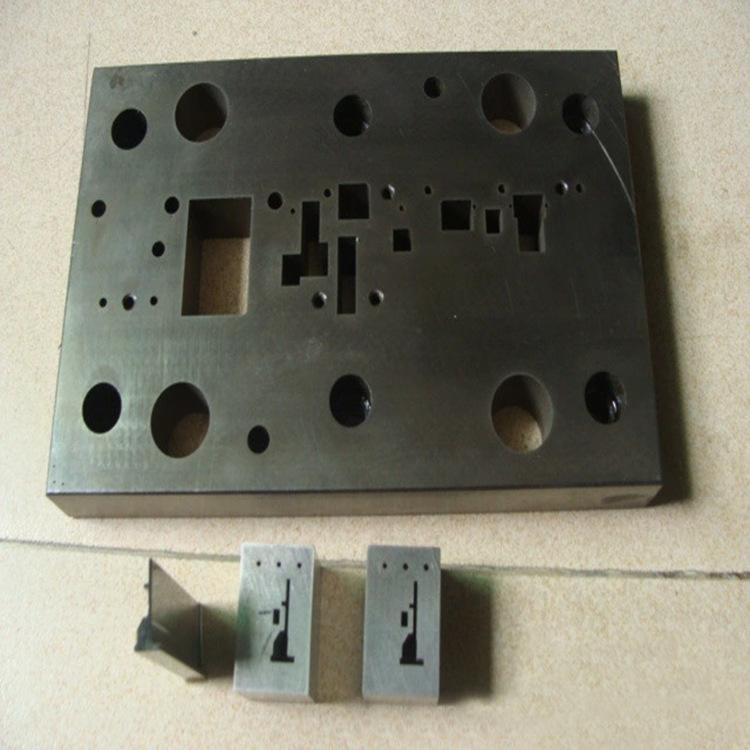
从理论上讲,任何导电的材料制品都可以用电火花线切割机床加工。
如:硬质合金、淬火钢、石墨、铝合金、结构钢、不锈钢、钛合金、金刚石等各种导电体的复杂型腔和曲面形体加工,各类模具、电极、精密零部件制造,都可以使用电火花线切割机床设备进行。
操作技巧
可在上线架后端槽中加一块海绵,高速往返的钼丝经海绵摩擦,可去掉一部分粘附的氧化物,减少氧化物对导电块的磨损,同时减少电极丝抖动,确保脉冲电源效率的正常发挥。还要注意勤更换导电块的工作位置。