-

深圳市鹏昱华科技有限公司
主营:深圳cnc加工,深圳钣金加工,深圳数控车床加工

深圳市鹏昱华科技有限公司
主营:深圳cnc加工,深圳钣金加工,深圳数控车床加工 15
15
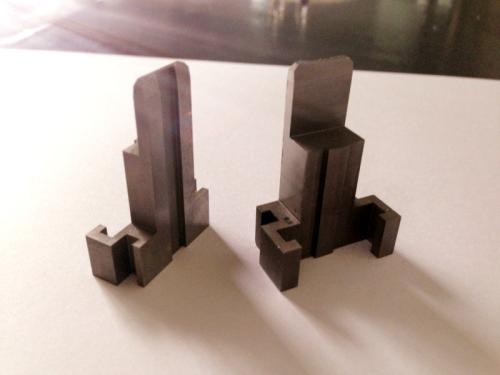
线切割加工工作原理是利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。
深圳市鹏昱华科技有限公司切线割加工步骤
加工前先准备好工件毛坯、装夹工具、量具等。若需切割内腔形状工件,或工艺要求用穿丝孔加工的,毛坯应预先打好穿丝孔,然后按以下步骤操作: [2]
(1)启动机床电源进入系统,准备加工程序;
(2)检查机床各部分是否有异常,如高频、水泵、丝筒等的运行情况;
(3)上丝、穿丝、校垂直;
(4)装夹工件、找正;
(5)对丝,确立切割起始位置;
(6)启动走丝,开启工作液泵,调节喷嘴流量;
(7)调整加工参数;
(8)运行加工程序开始加工;
(9)监控加工过程,如走丝、放电、工作液循环等是否正常;
(10)检查零件是否符合要求,如出现差错,应及时处理,避免加工零件报废。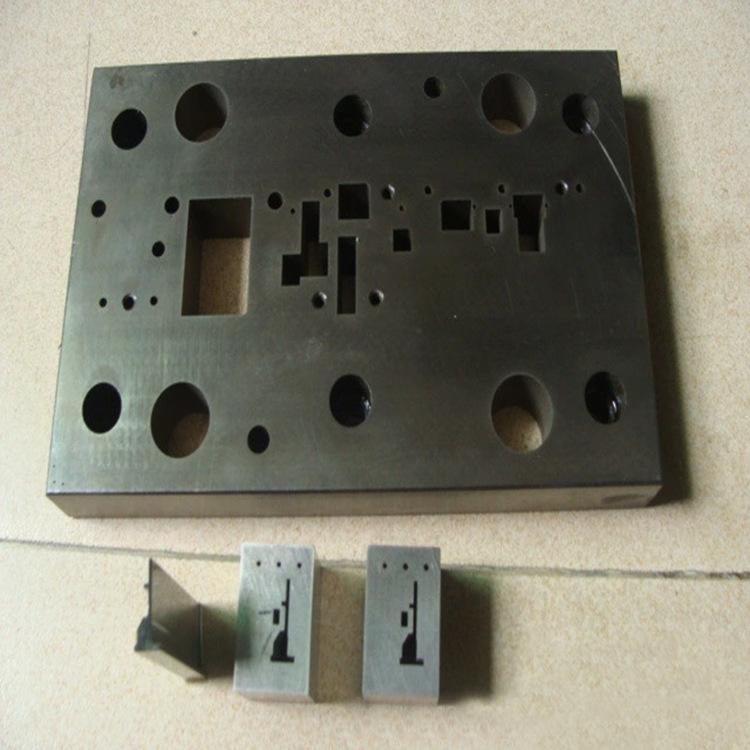
线切割基本工作原理是利用连续移动的细金属丝(称为线切割的电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。线切割主要用于加工各种形状复杂和精密细小的工件,例如线切割可以加工冲裁模的凸模、凹模、凸凹模、固定板、卸料板等,成形刀具、样板、线切割还可以加工各种微细孔槽、窄缝、任意曲线等.线切割有许多无可比拟的优点,比如:线切割具有加工余量小、线切割具有加工精度高、线切割具有生产周期短、线切割具有制造成本低等**优点,线切割已在生产中获得广泛的应用。 电火花线切割加工能正常运行,必须具备下列条件:
1、钼丝与工件的被加工表面之间必须保持一定间隙,间隙的宽度由工作电压 、加工量等加工条件而定。
2、电火花线切割机床加工时,必须在有一定绝缘性能的液体介质中进行,如煤油、皂化油、去离子水等,要求教高绝缘性是为了利于产生脉冲性的火花放电,液体介质还有排除间隙内电蚀产物和冷却电极作用。钼丝和工件被加工表面之间保持一定间隙,如果间隙过大,较间电压不能击穿较间介质,则不能产生电火花放电;如果间隙过小,则容易形成短路连接,也不能产生电火花放电。
3、必须采用脉冲电源,即火花放电必须是脉冲性、间歇性。在脉冲间隔内,使间隙介质消除电离,使下一个脉冲能在两较间击穿放电。
切割加工需要注意的事项如下:
1、移动工作台或主轴时,要根据与工件的远近距离,正确选定移动速度,严防移动过快时发生碰撞。
2、编程时要根据实际情况确定正确的加工工艺和加工路线,杜绝因加工位置不足或搭边强度不够而造成的工件报废或提前切断掉落。
3、线切前必须确认程序和补偿量是否正确无误。
4、检查电极丝张力是否足够。在切割锥度时,张力应调小至通常的一半。
5、检查电极丝的送进速度是否恰当。
6、根据被加工件的实际情况选择敞开式加工或密着加工,在避免干涉的前提下尽量缩短喷嘴与工件的距离。密着加工时,喷嘴与工件的距离一般取0.05~0.1mm。
7、检查喷流选择是否合理,粗加工时用高压喷流,精加工时用低压喷流。
8、起切时应注意观察判断加工稳定性,发现不良时及时调整。
9、加工过程中,要经常对切割工况进行检查监督,发现问题立即处理。
10、加工中机床发生异常短路或异常停机时,必须查出真实原因并作出正确处理后,方可继续加工。
11、加工中因断线等原因暂停时,经过处理后必须确认没有任何干涉,方可继续加工。
12、修改加工条件参数必须在机床允许的范围内进行。
13、加工中严禁触摸电极丝和被切割物,防止触电。
14、加工时要做好防止加工液溅射出工作箱的工作。
15、加工中严禁靠扶机床工作箱,以免影响加工精度。
16、废料或工件切断前,应守候机床观察,切断时立即暂停加工,注意必须先取出废料或工件,方可移动工件台。