-

深圳市鹏昱华科技有限公司
主营:深圳cnc加工,深圳钣金加工,深圳数控车床加工

深圳市鹏昱华科技有限公司
主营:深圳cnc加工,深圳钣金加工,深圳数控车床加工 14
14

从理论上讲,任何导电的材料制品都可以用电火花线切割机床加工。
如:硬质合金、淬火钢、石墨、铝合金、结构钢、不锈钢、钛合金、金刚石等各种导电体的复杂型腔和曲面形体加工,各类模具、电极、精密零部件制造,都可以使用电火花线切割机床设备进行。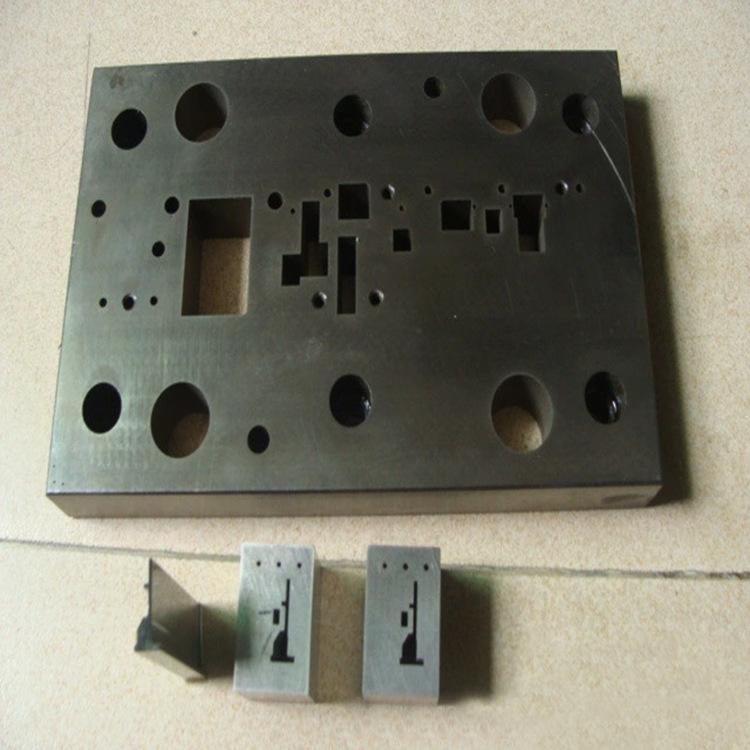
电火花线切割技术不受材料性能的限制,可以加工任何硬度、强度、脆性的材料,在现阶段的机械加工中占有很重要的地位
深圳市鹏昱华科技有限公司切线割加工步骤
加工前先准备好工件毛坯、装夹工具、量具等。若需切割内腔形状工件,或工艺要求用穿丝孔加工的,毛坯应预先打好穿丝孔,然后按以下步骤操作: [2]
(1)启动机床电源进入系统,准备加工程序;
(2)检查机床各部分是否有异常,如高频、水泵、丝筒等的运行情况;
(3)上丝、穿丝、校垂直;
(4)装夹工件、找正;
(5)对丝,确立切割起始位置;
(6)启动走丝,开启工作液泵,调节喷嘴流量;
(7)调整加工参数;
(8)运行加工程序开始加工;
(9)监控加工过程,如走丝、放电、工作液循环等是否正常;
(10)检查零件是否符合要求,如出现差错,应及时处理,避免加工零件报废。
数控高速走丝线切割加工铝材料时,导电块磨损特别严重,导电块上面很快就形成深沟。切割铝材料时,会产生大量氧化铝或表面粘有氧化铝的颗粒。这些颗粒表面较硬并具有磨粒性质,容易黏附在电极丝上,导致电极丝在高速往复运动时,电极丝与导电块接触的部位被磨出深沟来。同时,电蚀物颗粒较大,充塞在沟槽处会使加间隙容易堵塞,电极丝也就容易被卡断。另外,氧化铝颗粒使电极丝与导电块在运动时形成火花放电,使导电块磨损得更快。影响加工零件的表面质量及加工稳定性和精度,并且深沟较容易把电极丝夹断。